

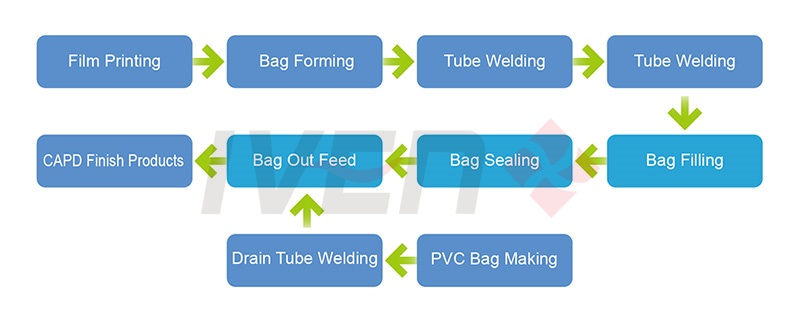
Produksjonslinje for peritonealdialyseløsning (CAPD)




VårProduksjonslinje for peritonealdialyseløsning, med kompakt struktur, tar liten plass. Og diverse data kan justeres og lagres for sveising, utskrift, fylling, CIP og SIP som temperatur, tid, trykk, kan også skrives ut etter behov. Hoveddriften kombinert av servomotor med synkronbelte, nøyaktig posisjonering. Avansert massestrømningsmåler gir presis fylling, volumet kan enkelt justeres via menneske-maskin-grensesnitt.
For trykking, forming, fylling og forsegling av CAPD-løsningsposer, rørsveising, PVC-poseproduksjonsmaskin.

Perifer sveising med dobbel åpen formstruktur og fluktuasjonsform er utstyrt med kjøleplate, noe som sørger for at fluktuasjonsformen har samme temperatur, og sikrer at utstyret i støpeprosessen og stopper ikke baker varmt membranmateriale; Forbedret produktkvalitet.
Varmerør og termoelement i varmeplate av aluminiumslegering, oppvarming og varmeoverføring er jevn, temperaturkontrollen er presis, reduserer varmetapet, vil ikke vise den faktiske temperaturen og vise temperaturen ukonsistent, for å sikre sveisekvalitetshastighet.
100 % utnyttelse av filmen, ingen spillkant mellom poser og grupper.
Formingsformen er spesialdesignet. Den sist dannede posen fra den første gruppen kuttes sammen med den først dannede posen fra den sistnevnte gruppen. Den er bra for å dra filmen når man strekker poser. Bare ett system kan garantere at strekkingen av filmen og strekkingen av posen kan gjøres synkront. (garantert samme strekkfilmlengde hver gang mellom hver gruppe, dvs. at det ikke er noen spillkant mellom forskjellige grupper - innenlandske produsenter har spillkanter mellom hver gruppe.)
Når man bytter form for ulike produktspesifikasjoner, trenger man bare å bytte den øvre formen. Den nedre formen er en justerbar generell form, noe som kan spare tid for feilsøking. Formen er laget av spesielle materialer og en spesiell prosess fra spesielle formprodusenter, noe som garanterer kvalitet og levetid på 100 millioner poser.
I henhold til egenskapene til sveising av plast, bør kaldsveising utføres umiddelbart etter to høytemperatursveisinger. Dette kan både sikre fastheten til plastsveisingen og gi et godt utseende. Derfor trenger de andre sveiseportene kaldsveising, med sveisetemperaturen til den faktiske kjølevannstemperaturen (15 ºC-25 ºC), tid og trykk kan justeres.
Med patentert design er avfallskantfjerningsstasjonen enkel og pålitelig, med høy gjennomstrømningsrate på opptil 99 % og over. De øvre og nedre føringsstengene klemmer avfallsfilmen etter poseforming og river den opp av føringssylinderen for å fullføre poseformingen. Den trekantede avfallskanten samles opp av en spesiell enhet. Den automatiske avfallskantfjerningsstasjonen kan ikke bare redusere de negative effektene av kunstig riving, men også sikre en pen poseform.
Ta i bruk E + H massestrømningsmåler og høytrykksfyllingssystem.
En frekvenskontrollpumpe styrer trykket, bruk det høytrykksbestandige medisinske silikonrøret for å koble rørledningen, enkelt vedlikehold, ingen rengjøring av dødpunkt.
Høy fyllingsnøyaktighet, ingen pose og ingen kvalifisert pose, ingen fylling.
Fyllhodene bruker patentteknologi for glatt overflateforsegling, ingen kontakt med portenes mellomvegg, slik at det ikke er friksjon for å generere partiklene; det unngår også overløp av løsning som forårsakes av endring av portstørrelse for å gjøre portene uforseglet med fyllhodene.
Den bruker avansert PLS-kontroll og integrert ventilterminalmetode, enkel krets, rask driftsreaksjon, sikker og pålitelig drift. Fyllingsdelen er integrert med tetningsdelen i én enhet, den trenger bare ett elektrisk kontrollsystem og én mann-maskin-grensesnitt-operasjonsenhet; minst én operatør reduseres, unngår ulemper som inkompatibilitet mellom to operatører, og øker utstyrets sikkerhet og pålitelighet.
Berøringsskjerm og nøyaktig styring av all temperaturkontroll. Spesielt ved små svingninger i start- og stoppmomenter kan toleransen være ±1 ℃.
Utskriftspanelet er montert på aluminiumsplaten med en bolt i rustfritt stål, slik at gjengene på platen ikke løsner etter langvarig bruk.
Filmrullen plasseres med jevn spenning fra fire sider for å sikre filmspenning og jevn bevegelse. Filmrullen på venstre og høyre side er festet med den justerbare posisjoneringsplaten for å sikre matingshastighet og nøyaktighet.
Forvarmingsstasjon og varmeforseglingsstasjon bruker fjærbelastet nålesonde for å oppdage formtemperaturen, praktisk installasjon og demontering, urolig å brekke, toleranse innenfor ± 0,5 ℃.
Endre måten forseglingen er plassert på for å beskytte sylinderen, og unngå langvarig oppvarming av den.
Profesjonell ekstern kabling, separer ledningen etter forskjellige klassifiseringer, godt utseende og praktisk vedlikehold.
Fest den nedre formen, men behold kjøleplaten for å beskytte filmen når maskinen slår seg av.
Omgivende varmeforsegling vedtar spesiell form, installer kjøleplaten på den øvre formen med fjærbelastet.
Legg til det automatiske matesystemet for å løse problemet med blokkering og fastkjøring, og reduser arbeidsintensiteten. Legg til den ioniske vindrensings- og gjenvinningsenheten for å forbedre produktets klarhet.



